In CNC machining, the default assumption for many engineers is that tighter tolerances equal a better, higher-quality part. While tight tolerances are essential for precise fits and critical alignments, applying them indiscriminately is one of the fastest ways to inflate a machining quote.
Understanding the hidden cost of a decimal point allows you to make deliberate design choices, ensuring you only pay for precision where it functionally matters.
The Tolerance-Cost Curve: A Non-Linear Relationship
The relationship between tighter tolerances and machining cost is not a straight line; it is an exponential curve.
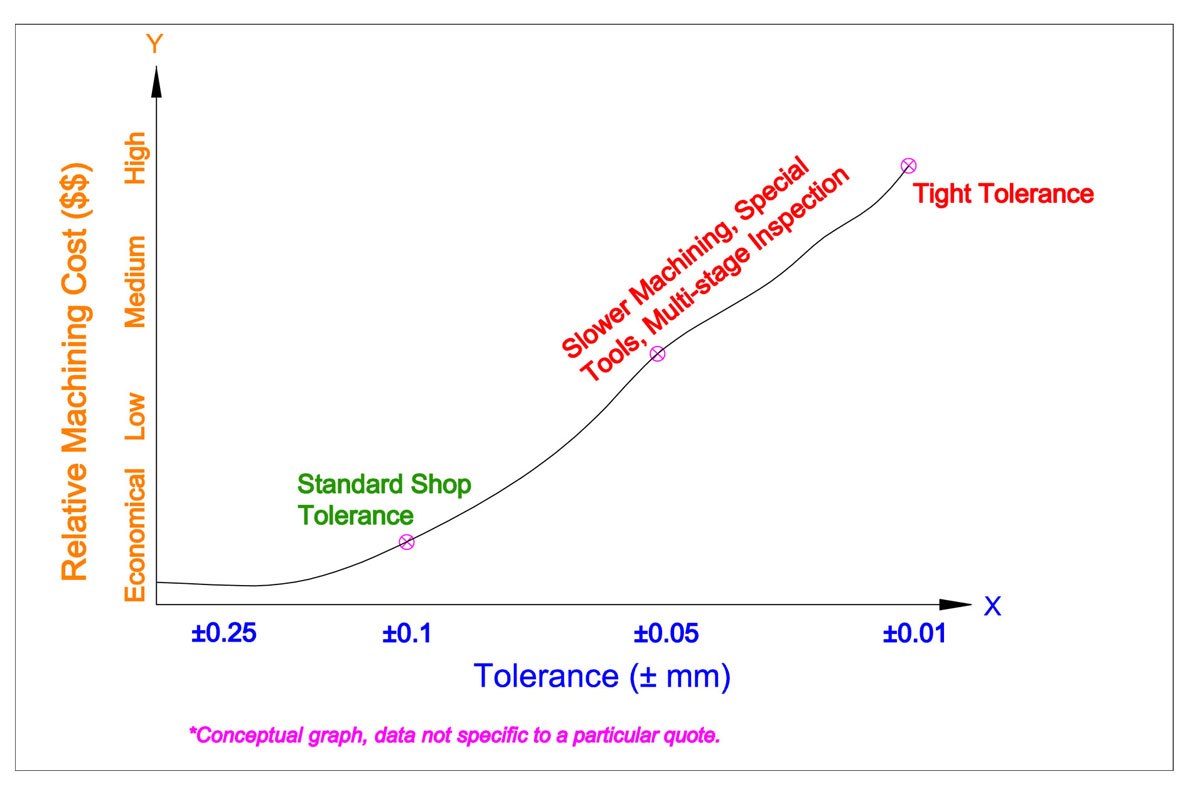
When you tighten a tolerance from ±0.1 mm down to ±0.05 mm, the cost might increase slightly due to slower feed rates and more frequent tool changes. However, when you push that tolerance down to ±0.01 mm or tighter, the cost skyrockets.
Why does this happen? Achieving ultra-tight tolerances requires:
-
Slower Machining: Machinists must take lighter, slower "finishing passes" to avoid tool deflection and heat buildup.
-
Specialized Tooling: Standard end mills may need to be swapped for specialized, high-precision tools.
-
Rigid Fixturing: The part must be held perfectly still, often requiring custom soft jaws or complex clamping setups.
-
Environmental Control: At extreme precision, even the thermal expansion of the metal from the ambient room temperature can throw a part out of spec.
-
Extensive Inspection: You are paying for the time it takes a technician to verify the dimension using a Coordinate Measuring Machine (CMM).
Standard vs. Tight Tolerances
To control costs, you need to know the baseline. Most CNC machine shops operate within a standard tolerance range. If you do not specify a tolerance on your drawing, this is the default the shop will use.
-
Standard Shop Tolerance (Typically ±0.1 mm to ±0.125 mm): This is highly cost-effective. It can be achieved quickly with standard tools, high feed rates, and minimal specialized inspection. Use this for all clearance holes, non-mating surfaces, and overall part dimensions.
-
Tight Tolerance (Typically ±0.05 mm to ±0.025 mm): This requires more care, slower machining, and closer inspection. Use this only for critical mating parts, bearing press fits, and alignment dowels.
The Golden Rule: Always include a general tolerance note in your drawing's title block (e.g., “Unless otherwise specified, all dimensions are ±0.1 mm”). This ensures you only apply tight, costly tolerances to the specific features that actually need them.
Tolerance Chart & Cost Reference
Tolerance-to-Cost Table
| Tier | Tolerance Range | Relative Cost | Lead Time Impact | Typical Use |
|---|---|---|---|---|
| Standard | ±0.1mm – ±0.125mm | 1x (baseline) | Standard | Clearance holes, non-mating surfaces, overall dimensions |
| Tight | ±0.025mm – ±0.05mm | 1.5x – 2x | +2-4 days | Bearing press fits, alignment dowels, mating parts |
| Precision | ±0.01mm or tighter | 4x+ | +1-2 weeks | Requires secondary grinding; seal faces, precision shafts |
Process Capability Matrix
| Process | Typical Achievable Tolerance | Best For |
|---|---|---|
| CNC Milling | ±0.05mm standard | Prismatic parts, pockets, complex geometry |
| CNC Turning | ±0.025mm standard | Cylindrical/rotational parts |
| Wire EDM | ±0.005mm | Hardened materials, complex internal geometry |
| Precision Grinding | ±0.0025mm | Final-stage finishing on flat/cylindrical surfaces |
Surface Finish (Ra) Reference
| Ra (µm) | Feel | Common Application |
|---|---|---|
| Ra 3.2 | Visible machining marks | General structural parts |
| Ra 1.6 | Smooth to touch | Standard mating surfaces |
| Ra 0.8 | Fine, near-mirror | Sealing faces, light-duty bearings |
| Ra 0.4 or finer | Mirror finish | Precision bearing fits, hydraulic seals — requires grinding |
Keep this on your desk
Download our free CNC Tolerance & Cost Reference Chart — a one-page PDF covering tolerance-to-cost ratios, process capability by machining method, and surface finish equivalents. No CAD upload required.
Get the Free Tolerance Chart →
The Cost Impact of GD&T
Geometric Dimensioning and Tolerancing (GD&T) is an excellent tool for defining how part features relate to one another (e.g., parallelism, true position, flatness). However, over-applying GD&T callouts is a common source of unnecessary cost.
For instance, specifying an extremely tight Flatness callout across a large, thin-walled aluminum part is notoriously difficult. As the machinist removes material, internal stresses in the aluminum are released, causing the part to naturally warp. Meeting that flatness spec might require the shop to source specialty stress-relieved material, use complex alternating machining strategies, or add post-machining flattening operations—all of which multiply the cost.
If you are dealing with thin-walled components or complex GD&T callouts, you can consult our engineering team to find a geometric alternative before finalizing your drawing.
Only use GD&T callouts when the geometric relationship between features is critical to the assembly's function.
When CNC Ends and Precision Grinding Begins
There is a physical limit to the precision a spinning end mill or lathe cutting tool can achieve. When tolerances drop below ±0.01 mm (or tight surface finish requirements like Ra 0.4 µm are added), traditional CNC milling and turning are no longer viable.
Optimizing for Standard Machining
Moving a part from standard CNC milling into precision grinding introduces secondary setups that drastically inflate your quote. If you aren't sure whether your assembly's fits can be achieved within standard CNC limits, upload your files for an engineer-led CNC Machining Quote.
We manually review your tolerance stack-ups to keep your production within cost-effective machining thresholds.
At this threshold, the part requires Precision Grinding (such as surface grinding or cylindrical grinding).
Grinding is a secondary operation. This means the part must first be CNC machined slightly oversized, removed from the machine, transported to a grinding machine, re-fixtured, and then slowly ground down to the final dimension using an abrasive wheel. Introducing a completely new process category to a part dramatically increases lead time and cost. If you can design your assembly to avoid the need for grinding, you will save significantly.
Keep Your Tolerances in Check
Cutting costs doesn't mean building sloppy parts; it means building smart parts. By defaulting to standard shop tolerances and reserving tight control only for critical mating surfaces, you can drastically reduce your manufacturing costs without sacrificing performance.
This article is part of our comprehensive guide to How to Reduce CNC Machining Costs: A Guide to Tolerances, Features, and Design.
Ready to optimize your design? Submit your CAD files for an engineer-vetted CNC Machining Quote to get tailored DFM feedback on your tolerances, or reach out to consult our engineering team directly.
Frequently Asked Questions
How do I know if my design requires precision grinding instead of milling?
If your drawing calls out a linear tolerance tighter than ±0.01 mm or a surface roughness requirement smoother than Ra 0.8 µm, the part will likely cross the threshold from traditional CNC milling into precision grinding. If you are unsure whether your assembly fits can be relaxed to avoid this secondary process, our team can review your tolerance stack-ups.
Does specifying tight tolerances affect the lead time of my order?
Yes. Achieving ultra-tight tolerances requires machinists to run slower finishing passes, use specialized inspection equipment like a Coordinate Measuring Machine (CMM), and occasionally perform thermal stabilization checks. This added complexity increases processing time per part, which naturally extends the overall production timeline compared to standard commercial tolerances.
What is the difference between a bilateral and a unilateral tolerance in terms of cost?
From a purely programmatic manufacturing standpoint, they cost the same to execute. However, using bilateral tolerances (e.g., ±0.05 mm) is the standard industry convention for symmetric fits. Unilateral tolerances (e.g., ±0.00 / -0.05 mm) should be reserved strictly for specific engineering contexts, such as shaft and hole fits, to clearly communicate design intent to the machinist.